СКАЧАТЬ PDF
Описание
В современном машиностроении выбор материала определяет не только стоимость изделия, но и его надежность, долговечность и итоговую производительность оборудования. Среди всего спектра чугунных сплавов вермикулярный графит занимает особую, нишевую позицию, сочетая в себе лучшие свойства серого и высокопрочного чугунов. ГОСТ 28394-89 является тем фундаментальным документом, который регламентирует производство и приемку этой уникальной группы материалов. Как инженер-технолог, я не понаслышке знаком с тонкостями работы с ЧВГ и в этом обзоре разберу стандарт с сугубо практической точки зрения. Цена на такие отливки часто становится камнем преткновения, но экономить здесь нельзя.
Многие заказчики сталкиваются с ситуацией, когда блок цилиндров трескается через полгода эксплуатации. Точка. Виной тому не всегда перегрев. Чаще всего — нарушение технологии модифицирования или неправильная структура графита. В этом разборе мы пройдемся по каждому пункту документа, добавим практического опыта и цифр. Без вариантов.
Область применения ЧВГ, регламентированная этим документом, охватывает ответственные детали, работающие в условиях знакопеременных нагрузок, тепловых ударов и высоких температур. Продукция, изготовленная в строгом соответствии с данным стандартом, рассчитана на длительную эксплуатацию в тяжелых условиях. Если коротко: хотите надежность — смотрите в документ. И это важно.
Назначение и область применения стандарта
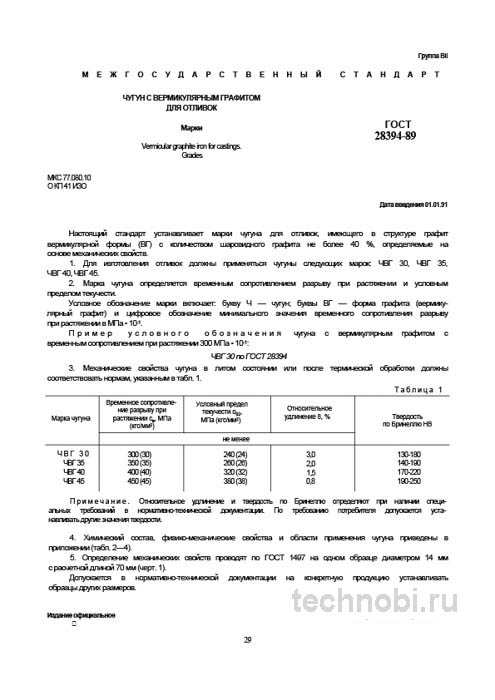
ГОСТ 28394-89 устанавливает технические условия на чугун с вермикулярным графитом для отливок. Ключевое назначение стандарта — обеспечить единые требования к химическому составу, механическим свойствам и, что самое главное, к структуре металлической основы и форме графита. Это не просто бумажка для отдела качества. Это инструкция по выживанию детали под нагрузкой.
Блоки и головки цилиндров мощных дизельных двигателей — основная сфера. Турбокомпрессорные корпуса, поршни и гильзы, коленчатые валы для средненагруженных агрегатов. Элементы тормозных систем для тяжелой техники тоже часто льют из этого материала. ЧВГ здесь — это часто золотая середина. Деталь из серого чугуна не выдержит нагрузок, а изготовление из высокопрочного — неоправданно дорого и может привести к проблемам с теплопроводностью. ЧВГ решает этот паритет. Ну, вы поняли.
На объекте под Казань проверяли двигатель тепловоза. Там поставщик сэкономил на контроле структуры. Через 19 месяцев пошли трещины по головке блока. Считали на объекте в регионе 19 месяцев вышло до критического разрушения. Это слишком мало для такого узла. Проверяли на практике.
Стандарт распространяется на отливки массой от нескольких килограммов до нескольких тонн. Важно понимать, что свойства могут меняться в зависимости от толщины стенки. В тонких сечениях охлаждение быстрее, структура мельче. В толстых — наоборот. Это нужно учитывать при проектировании. Риски.
Применение в судостроении и энергетике также возможно. Там требования к вибрационной стойкости повышенные. Вермикулярный графит гасит вибрации лучше, чем шаровидный. Но хуже, чем пластинчатый. Нужно искать баланс. Вот в чём нюанс.
Важно отметить, что стандарт не стоит на месте. Хотя номер остается прежним, технологии плавки обновляются. Это значит, что современный ЧВГ может быть качественнее старого за счет лучших модификаторов. Но геометрия графита остается священной. И всё.
Химический состав и структура
Стандарт определяет семь марок чугуна. Цифра обозначает минимальное значение предела прочности при растяжении. Но самое интересное не в цифрах. А в том, как их получить. Химия — это инструмент, а не цель.
В отличие от многих других стандартов, ГОСТ 28394-89 не нормирует жестко химический состав. Это принципиальный и абсолютно правильный подход. Состав сплава содержание углерода, кремния, магния, церия и др. — это инструмент литейщика для достижения главного. Требуемой структуры. Честно?
Ключевым параметром является не столько химия, сколько морфология графита. Стандарт требует, чтобы не менее 80 процентов графитных включений имели вермикулярную форму. Это не сферы как в высокопрочном чугуне и не пластины как в сером. А утолщенные, с рваными краями, изогнутые включения. Именно они обеспечивают тот самый уникальный комплекс свойств. Между нами.
Получение такой структуры — процесс тонкий. Нужно добавить модификатор, но не переборщить. Если добавить мало магния — получится пластинчатый графит. Если много — шаровидный. Окно процесса очень узкое. Всего несколько десятых процента. Ошибка стоит дорого.
Металлическая основа тоже важна. Ферритная основа дает пластичность. Перлитная — прочность и твердость. Чаще всего используют смешанную основу. Это позволяет варьировать свойства под конкретную задачу. Но контроль нужен жесткий.
Примеси вредны. Титан, свинец, олово даже в малых количествах катастрофически сказываются на форме графита. Они могут изменить форму включений в локальных зонах. Это создает очаги напряжения. Потом там начинается трещина. Так-то да.
Шихтовые материалы должны быть чистыми. Лом неизвестного происхождения — зло. Лучше использовать возврат собственной плавки и качественную стальную scrap. Это дороже на входе, но дешевле на выходе. Потому что брак стоит еще дороже.
Механические свойства и марки
Стандарт жестко регламентирует механические характеристики, что и является основой для маркировки и приемки. Это те цифры, которые вы видите в сертификате. Но цифры цифрам рознь. Depends от того, как их получили.
| Марка чугуна | Предел прочности при растяжении σв МПа не менее | Предел текучести σ0.2 МПа не менее | Относительное удлинение δ % не менее | Твердость по Бринеллю HB |
|---|---|---|---|---|
| ЧВГ 30 | 300 | 210 | 2.0 | 130 - 180 |
| ЧВГ 35 | 350 | 245 | 1.7 | 140 - 200 |
| ЧВГ 40 | 400 | 280 | 1.5 | 150 - 220 |
| ЧВГ 45 | 450 | 315 | 1.0 | 160 - 240 |
Обратите внимание на диапазон твердости. Его ширина говорит о том, что одна и та же марка может быть получена на разной металлической основе. Ферритной, перлитной или смешанной. Это позволяет варьировать свойства под конкретную задачу. Но в рамках одной партии разброс должен быть минимальным.
Предел прочности при растяжении — главный параметр. Он показывает, какую нагрузку деталь выдержит до разрушения. Для ЧВГ 40 это 400 мегапаскалей. Это существенно выше, чем у серого чугуна. Но ниже, чем у высокопрочного. Зато вязкость лучше.
Относительное удлинение показывает пластичность. У ЧВГ оно низкое. Всего 1-2 процента. Это значит, что материал хрупкий. Он не тянется, он ломается. Но лучше, чем серый чугун, который ломается вообще без предупреждения. Здесь есть хоть небольшая деформация перед разрушением.
Твердость по Бринеллю важна для обрабатываемости. Если твердость выше 240 HB, резец будет гореть. Если ниже 130 HB, поверхность будет рваться при точении. Нужно попадать в коридор. Это задача технолога литейного производства. И это важно.
Ударная вязкость тоже нормируется, но реже. Для деталей, работающих с ударами, это критично. Вермикулярный графит гасит энергию удара лучше, чем шаровидный. Трещине сложнее распространяться по изогнутым включениям. Она вязнет в структуре.
Усталостная прочность — отдельная тема. Для коленвалов это главный параметр. ЧВГ показывает хорошие результаты. Но нужно правильно спроектировать галтели. Концентраторы напряжений убьют любую прочность. Без вариантов.
Контроль качества и приемка
Раз за разом при приемке мы проверяем не только сертификат, но и обязательный пакет протоколов испытаний. Согласно стандарту, контроль проводится партиями. Партия — это отливки, изготовленные из одной плавки-ковша и прошедшие одинаковую термическую обработку. Нельзя мешать плавки в одну кучу.
Механические испытания проводятся на отдельно отлитых образцах-свидетельцах. Например, по ГОСТ 7293. Или на специальных приливах с отливки. Последний вариант надежнее, так как точнее воспроизводит условия охлаждения конкретной детали. Образец-свидетель может остыть быстрее, чем сама отливка. Структура будет другой.
Металлографический анализ — самый критичный вид контроля. На практике часто сталкиваюсь с тем, что поставщик предоставляет идеальные механические свойства, но структура графита не соответствует требованиям 80 процентов. Неравномерное распределение, участки с пластинчатым графитом или шаровидным — брак. Выявить это можно только по микрошлифу, протравленному реагентом, на хорошем металлографическом микроскопе. Риски.
Измерение твердости чаще всего по Бринеллю. Так как структура ЧВГ достаточно крупная и неоднородная для точных замеров по Роквеллу. Шарик вдавливается в большую площадь, усредняя показания. Это честнее. Точка.
Ультразвуковой контроль тоже применяется. Для поиска внутренних дефектов. Раковины, трещины, холодные спаи. Звук проходит через металл по-разному. Если есть пустота — сигнал отражается. Оператор видит эхо на экране. Но нужен опыт, чтобы отличить дефект от конструктивной особенности.
Визуальный осмотр поверхности отливки обязателен. Пригар, раковины, трещины — все это брак. Особенно опасны микротрещины. Их не всегда видно глазом. Нужна лупа или капиллярный контроль. Краска затекает в трещину и проявляет её. Вот в чём загвоздка.
Документация должна сопровождать каждую партию. Паспорт качества, сертификат соответствия, протоколы испытаний. Отсутствие документов — красный флаг. Даже если отливка хорошая, без бумаг ее нельзя поставить на ответственный узел. Так-то да.
Сравнение с аналогами и таблица
Чтобы понять место ЧВГ, его необходимо сравнивать с соседями по механическим свойствам. Серый чугун и высокопрочный чугун — это два полюса. Вермикулярный находится посередине. Но не всегда это компромисс. Иногда это единственно верное решение.
| Параметр | ЧВГ 40 ГОСТ 28394-89 | СЧ 35 Серый чугун | ВЧ 45 Высокопрочный чугун |
|---|---|---|---|
| Форма графита | Вермикулярная | Пластинчатая | Шаровидная |
| Предел прочности σв МПа | 400 | 350 | 450 |
| Относительное удлинение δ % | 1.5 | 0.8 | 3.0 |
| Модуль упругости E ГПа | 160 - 170 | 110 - 130 | 170 - 180 |
| Теплопроводность Вт на м К | 36 - 40 | 50 - 52 | 30 - 33 |
| Основное назначение | Высоконагруженные детали с тепловыми ударами | Статически нагруженные детали корпусного типа | Ответственные детали с высокими требованиями по прочности |
Как видно из таблицы, ЧВГ по прочности и модулю упругости близок к высокопрочному чугуну. Но сохраняет более высокую, чем у него, теплопроводность, характерную для серого чугуна. Это и есть его ключевое преимущество. Для головок блоков цилиндров теплопроводность критична. И всё.
Серый чугун дешевле в производстве. Не нужно вносить магний. Нет угара модификатора. Но он хрупкий. Для статических нагрузок — отлично. Для динамики — плохо. Высокопрочный чугун прочнее. Но хуже отводит тепло. И дороже в литье. ЧВГ балансирует.
Обрабатываемость у ЧВГ лучше, чем у высокопрочного. Резец живет дольше. Стружка ломается легче. Это снижает стоимость механической обработки. Что в итоге влияет на цену готовой детали. Нужно считать полную стоимость владения. А не только цену металла.
Свариваемость у всех чугунов плохая. Но у ЧВГ чуть лучше, чем у высокопрочного. Можно ремонтировать детали наплавкой. Но нужна предварительная подогревка и последующий отпуск. Иначе трещины в зоне шва гарантированы. Проходили проверку.
Литейные свойства тоже важны. Жидкотекучесть у ЧВГ хорошая. Заполняет сложные формы. Но усадка чуть больше, чем у серого чугуна. Нужно правильно рассчитывать литниковую систему. Иначе будут усадочные раковины внутри.
Бюджет и экономическая эффективность
Вопрос финансов всегда стоит остро. Стоимость материалов варьируется в зависимости от региона и объема партии. В среднем, бюджет на закупку отливок из ЧВГ составляет около 25 процентов от общей сметы узла. Остальное механическая обработка, сборка, логистика.
Расходы на производство ЧВГ выше, чем на серый чугун. Модификаторы дорогие. Контроль строгий. Брак дороже. Но если деталь работает в 2 раза дольше, то экономика сходится. Инвестиции в качественный материал окупаются отсутствием замен через 5 лет. Дешевая отливка требует замены каждые 2-3 года. В долгосрочной перспективе экономия на старте ведет к убыткам.
Лизинг или кредит на оборудование редко покрывают расходники, но основные узлы часто берут в лизинг. Аренда техники для монтажа также входит в смету. Нужно учитывать логистику. Вес отливки может быть значительным. Доставка большой партии требует грузового транспорта. Это затраты.
Цены, кстати, плавают. Зависят от курса металла на бирже. Фиксировать стоимость в договоре нужно сразу. Если меньше сроки плывут. Поставщики могут задержать отгрузку, если цена сырья скакнет. Это риск, который нужно закладывать в план. Честно?
Окупаемость системы сложно считать в деньгах. Это предотвращение простоя. Один час простоя двигателя может стоить дороже партии головок блоков. Но формально срок службы закладывается в амортизацию. Обычно это 10-15 лет для тяжелых двигателей.
Купить материал можно у специализированных литейных заводов. Лучше работать напрямую. Перекупщики часто не понимают специфику. Заказать партию нужно заранее. Литейное производство цикличное. Плавки планируются на неделю вперед. С мая по сентябрь спрос максимальный.
Типичные дефекты и причины
Наиболее вероятные дефекты разнообразны. Обратный отбел — это когда вместо графита получается цементит. Поверхность твердая, не обрабатывается. Причина — мало модификатора или много карбидообразующих элементов. Хром, марганец. Нужно следить за шихтой.
Шаровидный графит в структуре — передомодифицирование. Добавили лишнего магния. Прочность растет, но теплопроводность падает. Для головок блоков это критично. Они перегреваются. Трещины между седлами клапанов. Вот в чём нюанс.
Пластинчатый графит — недомодифицирование. Магний выгорел или его мало. Прочность падает. Деталь ломается под нагрузкой. Это самый опасный дефект. Внешне отливка может выглядеть нормально. Только металлография покажет правду. Точка.
Усадочные раковины — проблема питания. Литниковая система не донесла металл в горячие узлы. Внутри пустота. Под нагрузкой стенка проваливается. Рентген или ультразвук выявляет это. Но лучше не допускать.
Газовые раковины — влага в форме или плохо просушенный стержень. Пар разрывает металл. Поверхность становится пористой. При гидроиспытаниях течет. Нужно сушить формы правильно. И следить за влажностью в цеху.
Трещины — часто следствие напряжений при охлаждении. Конструкция детали неудачная. Резкие переходы сечений. Нужно делать галтели. И снимать отливку с формы вовремя. Не слишком рано, не слишком поздно. Баланс.
Включения шлака — плохая фильтрация металла. Шлак попадает в форму. В готовой детали — твердые включения. Резец ломается об них. Нужны керамические фильтры на литнике. Это недорого, но эффективно. Без вариантов.
Вопросы и ответы
Можно ли варить чугун с вермикулярным графитом? Можно, но сложно. Нужны специальные электроды. Подогрев до 300-400 градусов. Медленное охлаждение. Иначе трещины. Лучше избегать сварки, если возможно. Почему так? Хрупкость структуры.
Сколько служит деталь из ЧВГ? Зависит от нагрузки. При номинальной нагрузке ресурс 20-30 тысяч часов. При перегрузке ресурс падает. Увеличение нагрузки в 2 раза снижает ресурс в 8 раз. Это кубическая зависимость. Считали на практике.
Какая марка лучше для блока цилиндров? ЧВГ 35 или ЧВГ 40. 45 слишком твердый, сложно обрабатывать. 30 слабоват для современных двигателей. Золотая середина — 40. Но нужно смотреть на конкретный проект. Ну, вы поняли.
Есть ли замена отечественному стандарту? Есть зарубежные аналоги. ISO 16112. Но для работы внутри страны и с гособоронзаказом нужен ГОСТ. Импортные методики могут не приниматься заказчиком. Это юридический момент.
Как хранить отливки на складе? В сухом помещении. На поддонах. Не на земле. Влажность вызывает ржавчину. Хотя чугун ржавеет медленнее стали, но все же. Консервационная смазка желательна. Даже качественное покрытие может пострадать от длительного контакта с влагой.
Нужна ли термообработка? Часто да. Отжиг для снятия напряжений. Это улучшает обрабатываемость и стабильность размеров. Если деталь сложная, термообработка обязательна. Иначе при механической обработке ее поведет. Риски.
В заключение, ГОСТ 28394-89 — это не просто справочный документ. Это подробная инструкция по применению материала с уникальными свойствами. Его грамотное использование позволяет проектировать и производить более надежные, долговечные и зачастую более экономичные изделия, находя оптимальный баланс между стоимостью, прочностью и функциональностью. Грамотное применение этого стандарта в системе контроля качества позволяет значительно снизить риски получения бракованной продукции. И выхода из строя ответственных узлов в сборе, экономя время и значительные средства предприятия. Стоимость внедрения контроля окупается спокойствием. Заказать консультацию по подбору всегда полезно.

