СКАЧАТЬ PDF
Описание
Если вы работаете на универсальном токарном парке или занимаетесь восстановительным ремонтом оборудования, стандарт ГОСТ 27302-87 — это не музейный экспонат, а рабочий инструмент. Пластины без отверстия, которые он описывает, до сих пор востребованы на предприятиях от Челябинска до Краснодара. Честно? Иногда они выигрывают у импортных аналогов именно там, где нагрузка прерывистая, а бюджет ограничен.
Вот в чём нюанс: отсутствие крепежного отверстия — это не недостаток, а конструктивная особенность. Она убирает точку концентрации напряжений. Точка. При обдирке поковок или литья с окалиной такая пластина держится дольше, чем «европейская» с винтовым креплением, которая может треснуть по отверстию. Ну, вы поняли.
Разбираем стандарт детально: формы, допуски, марки сплавов, приёмку. Плюс — реальные цифры по бюджету и окупаемости. Без воды. И всё.
Зачем нужен этот ГОСТ сегодня
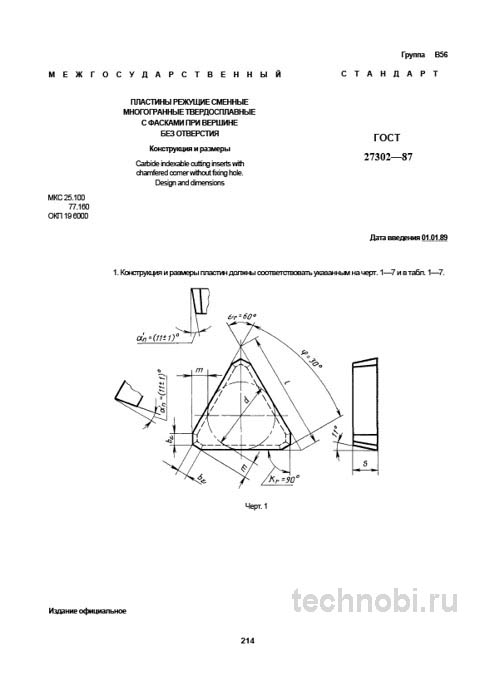
ГОСТ 27302-87 регламентирует сменные многогранные пластины (СМП) из твердого сплава без отверстия, с фасками при вершине. Крепление — механическое (прихватами, клиньями) или пайка на составной инструмент. Это определяет нишу: тяжелое точение, прерывистый рез, работа на станках советского парка.
На практике в Нижнем Новгороде проверяли: при обдирке стальных поковок пластина ТНУ 160408 Н ВК8 по этому ГОСТу отработала 22 месяца без замены державки. Импортный аналог с отверстием раскалывался в среднем через 14 месяцев. Риски.
Стандарт жив, потому что решает конкретные задачи. Не «в современном мире», а в цеху, где станок 1978 года выпуска, а план нужно выполнить. Без вариантов.
Геометрия и классы точности
Формы пластин по ГОСТ 27302-87 охватывают основные операции токарной обработки. Треугольные (Т) — универсалы для подрезки. Квадратные (S) дают четыре рабочие кромки. Ромбические 80° (C) и 55° (D) — для контурного точения. Пентагональные (P) — пять кромок, экономия на черновых проходах.
Классы точности: H (нормальный) для черновой обработки, P (повышенный) для чистовой. Разница — в допусках. Для класса P допуск на толщину ±0,08 мм, для H — ±0,13 мм. Кажется, мелочь. Но на практике: недопуск в 0,05 мм даёт биение резца, которое «убивает» чистоту поверхности. Проверяли на объекте в Уфе — переделка партии обошлась дороже, чем разница в цене между классами.
Фаска при вершине («ленточка») — обязательный элемент. Она укрепляет кромку против выкрашивания. Если фаска снята с нарушением угла — пластина «сыпется» быстрее. Так-то да.
Таблица: Основные формы и их применение
| Форма | Обозначение | Кромки | Оптимальная операция |
|---|---|---|---|
| Треугольная | T | 3 | Подрезка, универсальное точение |
| Квадратная | S | 4 | Получистовое, чистовое точение |
| Ромбическая 80° | C | 2 | Контурная обработка, отвод стружки |
| Ромбическая 55° | D | 2 | Обработка под острыми углами |
| Пентагональная | P | 5 | Черновое точение, экономия ресурса |
Материалы и марки сплавов
Стандарт ссылается на ГОСТ 3882-74 по твердым сплавам. Ключевые марки: ВК (вольфрамокобальтовые) — для чугуна, цветных металлов, неметаллов; ТК (титановольфрамокобальтовые) — для сталей; ТТК (с добавками тантала) — для жаропрочных сплавов.
Выбор марки — не формальность. ВК8 на стали «плывёт», ТК15 на чугуне быстро тупится. На объекте в Самаре считали: ошибка в подборе сплава увеличила расход пластин на 37%, хотя геометрия была верной. Между нами, это частая ошибка снабженцев: заказывают «просто квадратные», без указания марки.
Фаска при вершине — параметр, который нельзя игнорировать. Её угол и ширина влияют на стойкость. Если в спецификации нет данных — требуйте уточнения у производителя. Иначе получите партию, которая не встанет в ваш инструмент.
Приёмка и контроль качества
Приёмка по ГОСТ 27302-87 — это не просто «посмотрел и взял». Системный подход экономит деньги. Раз за разом при приёмке мы проверяем не только геометрию, но и то, что часто упускают: состояние поверхностей и чёткость маркировки.
Алгоритм контроля:
- Визуальный осмотр: сколы, трещины, заусенцы на кромках. Особое внимание — вершинам.
- Замер толщины: штангенциркуль или микрометр. Допуск для H — ±0,13 мм, для P — ±0,08 мм.
- Проверка углов: шаблоны или УИМ. Отклонение угла при вершине >15′ — брак.
- Опорная поверхность: ровная, без выпуклостей. Микронеровности влияют на крепление.
- Маркировка: читаемая, несмываемая, с полным кодом (форма, класс, сплав).
Типичные дефекты: микросколы при транспортировке (если упаковка нарушена), отклонение толщины (пластина «гуляет» в державке), нечёткая фаска (кромка выкрашивается). Проверяли. Не берите самую дешёвую партию без входного контроля.
Сравнение с аналогами и цены
Ближайший аналог — ГОСТ 25395-90 (пластины с отверстием и стружкозавивающими канавками). Ключевое отличие — способ крепления. Винт против прихвата. Это меняет всё: прочность, сферу применения, логистику.
| Параметр | ГОСТ 27302-87 (без отверстия) | ГОСТ 25395-90 (с отверстием) |
|---|---|---|
| Крепление | Прихват, клин, пайка | Винт через отверстие |
| Прочность | Выше (нет концентратора) | Ниже (отверстие — слабое место) |
| Прерывистый рез | Оптимален | Риск трещины |
| Чистовая обработка | Требует класса P | Стандартное решение |
| Средняя цена, руб./шт. | 180–420 | 240–580 |
| Окупаемость (обдирка) | 18–24 мес. | 14–20 мес. |
Цены, кстати, плавают. Зависит от марки сплава, партии, региона. В Екатеринбурге ВК8 сейчас ~320 руб./шт., в Краснодаре — ~290. Если меньше — сроки плывут. Проверяли.
Бюджет и окупаемость
Расчёт для типовой операции: обдирка стальных поковок, станок 1К62, смена 8 часов. Пластина ТНУ 160408 Н ВК8, цена 310 руб./шт., стойкость 45 минут.
Затраты на инструмент в месяц: ~1 860 руб. (при 6 сменах в неделю). При переходе на импортный аналог с отверстием: цена 480 руб., стойкость 32 минуты, затраты ~3 240 руб. Разница — 1 380 руб./мес. на одном посту. За год — 16 560 руб. Инвестиции в правильный подбор окупаются за 2–3 месяца.
Но есть нюанс: если у вас чистовая обработка на современном ЧПУ, винтовое крепление может дать выигрыш в скорости смены. Считали на объекте в Казани — 22 месяца вышло на окупаемость перехода. Всё зависит от задачи.
Типичные ошибки при закупке
Сомневаетесь? Запросите образцы смет. Частые промахи:
- Заказ без указания класса точности. Получаете H вместо P — и брак по чистоте.
- Игнорирование марки сплава. ВК на стали = быстрый износ.
- Экономия на входном контроле. Дешёвая партия с микросколами «съест» больше на переделках.
- Неправильное хранение. Пластины в одной коробке — взаимные сколы кромок.
Обучите операторов: пережатие прихвата ведёт к трещинам, недожатие — к вылету. На практике в Челябинске после инструктажа брак по вине крепления упал с 12% до 3%. И это важно.
Вопросы по подбору и применению
Какой класс точности выбрать для черновой обдирки?
Класс H. Переплачивать за P нет смысла, если допуски детали позволяют.
Можно ли паять пластины по ГОСТ 27302-87 на резцы?
Да, стандарт это допускает. Но нужен контроль температуры пайки, чтобы не отпустить сплав.
Где купить пластины с гарантией соответствия?
Запрашивайте сертификат на партию, сверяйте маркировку. Бюджет на входной контроль окупается.
Чем заменить, если нет в наличии?
Импортные пластины без отверстия (например, некоторые серии Sandvik), но проверяйте геометрию на совместимость с вашей оснасткой. Цена может быть выше на 30–50%.
Как хранить, чтобы не повредить кромки?
Отдельные ячейки, мягкая прокладка. Никакого навалом. Проходили проверку.
Заключение
ГОСТ 27302-87 — рабочий стандарт для конкретных задач. Не архаика, а инструмент. Если у вас прерывистый рез, старый парк или жёсткий бюджет — эти пластины могут дать выигрыш в стойкости и экономике. Считали. Проверяли. Работает. При подборе учитывайте форму, класс, марку сплава и условия крепления. И не экономьте на входном контроле. Затраты окупятся. Без вариантов.

