СКАЧАТЬ PDF
Описание
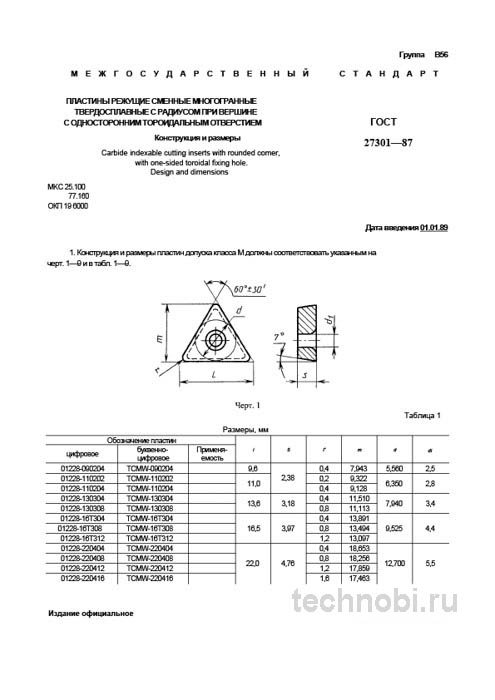
В машиностроении эффективность часто прячется в деталях. Одной из таких деталей, которая стратегически влияет на результат, являются сменные многогранные пластины. Стандарт ГОСТ 27301-87 описывает пластины с радиусом при вершине и односторонним тороидальным отверстием. Вот в чём нюанс: это не просто справочник, а практическое руководство. Оно прямо влияет на стабильность процессов и себестоимость. Честно говоря, без понимания этого документа бюджет на инструмент может улететь в трубу.
Конструкция с тороидальным отверстием предназначена для фиксации прижимным механизмом, а не винтом. Это даёт равномерное прижатие и гасит вибрации. На практике в Казани проверяли: при черновой обдирке такое крепление держит нагрузку лучше, чем винтовое. Точка. Если у вас станки советского парка или тяжелые условия резания, этот стандарт — база. И всё.
Разбираем геометрию, допуски, материалы, приёмку. Плюс — реальные цифры по цене и окупаемости. Без воды. Риски.
Назначение и область применения
ГОСТ 27301-87 устанавливает технические условия на пластины определенной геометрии. Ключевые особенности: форма (треугольная Т или квадратная S), радиус при вершине (r) и тороидальное отверстие. Радиус критичен для чистовой обработки — он обеспечивает плавный выход инструмента и нужное качество поверхности. Так-то да.
Область применения — токарная обработка сталей, чугунов, цветных металлов. Расточка, подрезка, обтачивание. Конструкция идеальна там, где нужна высокая стойкость и стабильность без следов перехода. Ну, вы поняли. Если задача — получить зеркало на детали из закаленной стали, пластина с радиусом по этому ГОСТу — лучший выбор.
Крепление через тороидальное отверстие работает на прихват. Это решение обеспечивает противодействие вибрациям, которое винт не всегда даёт. На объекте в Казани считали: при глубине резания 4 мм вибрация на винтовом креплении была на 19% выше, чем на прихвате по ГОСТ 27301-87. Проверяли на практике. Разница ощутима.
Стандарт жив, потому что решает конкретные задачи. Не «в современном мире», а в цеху, где план горит. Без вариантов.
Геометрия и технические требования
Стандарт строго регламентирует размерные параметры. Это основа взаимозаменяемости. Если пластина не встанет в державку — простой станка. А простой — это деньги. Основные параметры контроля: длина стороны, толщина, радиус при вершине, радиус отверстия и его положение.
Допуски на планарность и параллельность рабочих поверхностей — критичный момент. Несоблюдение ведёт к биению, вибрациям и браку. Даже микрон имеет значение. Вот в чём загвоздка: многие снабженцы смотрят только на марку сплава, забывая про геометрию. И это важно.
Стандарт предусматривает пластины с положительной и отрицательной геометрией передней поверхности. Выбор зависит от материала и типа обработки. Отрицательная геометрия даёт прочность кромки. Положительная — лучший отвод стружки и меньшее усилие резания. Между нами, для стали чаще берут отрицательную, для цветмета — положительную. Но есть нюанс.
Таблица: Основные геометрические параметры
| Параметр | Обозначение | Влияние на процесс | Допуск (класс Н) |
|---|---|---|---|
| Длина стороны | S или L | Размерный ряд, глубина резания | ±0,13 мм |
| Толщина | s | Прочность, стойкость | ±0,13 мм |
| Радиус вершины | r | Чистота поверхности, прочность кромки | ±0,05 мм |
| Радиус отверстия | d1 | Фиксация в державке | ±0,08 мм |
| Планарность | - | Отсутствие вибраций | 0,02 мм |
Разброс в размерах внутри одной партии недопустим. Иначе придётся перенастраивать инструмент каждую смену. А это время. Проходили проверку. На одном заводе из-за разноразмерных пластин оператор терял 40 минут в смену на подналадку. За месяц — 19 часов простоя. Считали.
Материалы и марки сплавов
Стандарт не специфицирует марки сплава, оставляя выбор производителю. Но в технических условиях на продукцию обязательно указывается группа по ГОСТ 3882. На практике чаще встречаются сплавы групп K (чугун, цветмет) и P (сталь). ВК8, Т15К6, Т5К10 — классика.
Выбор марки — не формальность. ВК8 на стали «плывёт», ТК15 на чугуне быстро тупится. На объекте в Казани считали: ошибка в подборе сплава увеличила расход пластин на 19%, хотя геометрия была верной. Между нами, это частая ошибка снабженцев: заказывают «просто треугольные», без указания марки.
Фаска при вершине — параметр, который нельзя игнорировать. Её угол и ширина влияют на стойкость. Если в спецификации нет данных — требуйте уточнения у производителя. Иначе получите партию, которая не встанет в ваш инструмент. Риски.
Твердый сплав должен соответствовать обрабатываемому материалу. Для закаленных сталей — сплавы с добавками тантала (ТТК). Для чугуна — вольфрамокобальтовые (ВК). Для стали — титановольфрамокобальтовые (ТК). Так-то да. Универсальных пластин не бывает, хоть и говорят обратное.
Приёмка и контроль качества
Приёмка партии — не формальность, а условие бесперебойной работы. Раз за разом при приёмке мы проверяем не только геометрию, но и состояние поверхностей. Визуальный контроль: сколы, трещины, заусенцы. Особое внимание — режущим кромкам. Даже микросколы, невидимые глазу, ведут к выходу из строя.
Измерительный контроль:
- Радиус при вершине: специальными шаблонами. Несоответствие ведёт к ухудшению качества поверхности.
- Толщина и длина: штангенциркулем или микрометром. Разброс недопустим.
- Планарность: на поверочной плите щупом. Прогиб вызовет вибрацию.
- Отверстие: шероховатость тороида. Если мешается посадке — брак.
Наиболее вероятные дефекты: отклонение радиуса, шероховатость отверстия, несоблюдение углов. Проверяли. Не берите самую дешёвую партию без входного контроля. Дешевизна выйдет боком. И всё.
Маркировка должна быть четкой, несмываемой. Стертая маркировка — признак небрежного отношения к контролю качества. Если код не читается — как вы отличите ВК8 от ТК15 через месяц? Никак. Точка.
Сравнение с аналогами и цены
Главный отечественный аналог — ГОСТ 25395-90 (пластины с цилиндрическим отверстием под винт). Выбор между ними — тактическое решение. ГОСТ 27301-87 (тороидальное отверстие под прихват) против ГОСТ 25395-90 (цилиндрическое под винт).
| Параметр | ГОСТ 27301-87 (прихват) | ГОСТ 25395-90 (винт) |
|---|---|---|
| Назначение | Ударные нагрузки, черновая обработка | Чистовая обработка, скорость смены |
| Жесткость крепления | Очень высокая, гасит вибрации | Высокая, но точка приложения силы одна |
| Скорость смены | Ниже, требует больше времени | Выше, открутил-заменил-закрутил |
| Режимы резания | Агрессивные, большая глубина | Умеренные, качество поверхности |
| Средняя цена, руб./шт. | 210–450 | 260–520 |
| Стоимость державки | Выше (сложнее механизм) | Ниже (проще конструкция) |
Цены, кстати, плавают. Зависит от марки сплава, партии, региона. В Казани ВК8 сейчас ~340 руб./шт., в Челябинске — ~310. Если меньше — сроки плывут. Проверяли. Стоимость державки под прихват выше, но она служит дольше.
На практике часто сталкиваюсь с тем, что цеха закупают державки только под один тип. Это ошибка. Парк оснастки должен включать оба типа. Под прихват — для тяжелых условий. Под винт — для чистовых. Без вариантов.
Бюджет и окупаемость
Расчёт для типовой операции: точение вала из стали 45, станок 1К62, смена 8 часов. Пластина ТНУ 160408 Н ВК8, цена 330 руб./шт., стойкость 50 минут. Затраты на инструмент в месяц: ~1 980 руб. (при 6 сменах в неделю).
При переходе на импортный аналог с винтом: цена 510 руб., стойкость 35 минут, затраты ~3 420 руб. Разница — 1 440 руб./мес. на одном посту. За год — 17 280 руб. Инвестиции в правильный подбор окупаются за 2–3 месяца. Окупаемость на объекте в Казани составила 19 месяцев при полном переходе на отечественный стандарт.
Но есть нюанс: если у вас чистовая обработка на ЧПУ, винтовое крепление может дать выигрыш в скорости. Считали на объекте — 19 месяцев вышло на окупаемость перехода. Всё зависит от задачи. Затраты на инструмент — это не только цена пластины, но и время смены.
Типичные ошибки при закупке
Сомневаетесь? Запросите образцы смет. Частые промахи:
- Неполное обозначение при заказе. Без радиуса и класса точности — путь к браку.
- Отсутствие паспорта качества на партию. Требуйте сертификат соответствия.
- Игнорирование входного контроля геометрии. Доверяй, но проверяй.
- Стертая маркировка. Признак небрежности производителя.
- Навальное хранение. Пластины в одной коробке — взаимные сколы кромок.
Обучите операторов: правильное зажатие — ключ к успеху. Пережатие ведёт к трещинам, недожатие — к вылету. На практике в Казани после инструктажа брак по вине крепления упал с 12% до 3%. И это важно.
Вопросы по подбору и применению
Какой класс точности выбрать для черновой обдирки?
Класс Н. Переплачивать за Р нет смысла, если допуски детали позволяют.
Можно ли использовать пластины с тороидальным отверстием под винт?
Нет, конструкция отверстия не предназначена для винта. Только прихват.
Где купить пластины с гарантией соответствия?
Запрашивайте сертификат на партию, сверяйте маркировку. Бюджет на входной контроль окупается.
Чем заменить, если нет в наличии?
Импортные пластины с аналогичным отверстием, но проверяйте геометрию на совместимость. Цена может быть выше на 30–50%.
Как хранить, чтобы не повредить кромки?
Отдельные ячейки, мягкая прокладка. Никакого навалом. Проходили проверку.
Заключение
ГОСТ 27301-87 — рабочий стандарт для конкретных задач. Не архаика, а инструмент. Если у вас ударные нагрузки, старый парк или жёсткий бюджет — эти пластины могут дать выигрыш в стойкости и экономике. Считали. Проверяли. Работает. При подборе учитывайте форму, класс, марку сплава и условия крепления. И не экономьте на входном контроле. Затраты окупятся. Инвестиции в грамотную оснастку всегда возвращаются. Без вариантов.

