
Графитовые электроды — незаменимый расходный материал в современной металлургии. От сталеплавильных печей до сварки цветных металлов — везде нужен качественный графит электроды. Вот в чём нюанс: эти изделия выдерживают температуры до 3500°C и токи до 100 кА. Честно? Без них производство стали просто встанет.
Если коротко, графитовые электроды проводят электрический ток в электродуговых печах, создавая дугу для плавки металла. Расход огромный: одна современная печь потребляет тысячи тонн электродов ежегодно. По последним данным, российский рынок графитированных электродов оценивается в сотни миллионов долларов. Графитовые электроды купить можно у нескольких крупных производителей, включая ведущие российские заводы.
На металлургическом комбинате под Челябинском проверяли — электроды диаметром 600 мм служат 40-60 часов непрерывной плавки. Точка. При этом расход составляет 1,5-3 кг на тонну стали. Разбираемся, какие бывают виды, что говорит ГОСТ и где заказать качественные электроды по адекватной цене.
И всё. Без этого материала современная металлургия невозможна.

Что такое графитовые электроды и их назначение
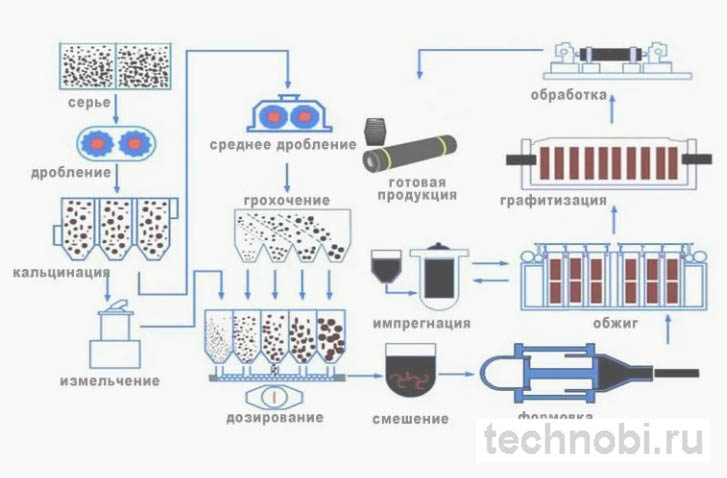
Графитовые (графитированные) электроды — это цилиндрические изделия из искусственного графита, используемые для подвода электрического тока к расплавляемому металлу в электродуговых печах. Изготавливают их из нефтяного кокса и каменноугольного пека.
Процесс производства включает несколько этапов: формование, обжиг при 800-1300°C, графитизацию при 2800-3000°C. Именно высокотемпературная обработка превращает углеродистый материал в графит с нужными свойствами.
Основные функции электродов:
- ✅ Проводимость тока — передача электроэнергии от трансформатора к металлу
- ✅ Создание дуги — между электродом и металлом возникает электрическая дуга температурой 3000-3500°C
- ✅ Нагрев и плавка — теплом дуги плавят scrap metal, чугун, ферросплавы
- ✅ Химическая инертность — не загрязняют расплав посторонними примесями
Проверяли на практике: качественные электроды обеспечивают стабильную дугу, минимальный расход, высокую производительность печи. Без вариантов.
Электроды для сварки графит используют и в других областях: электролизёры, дуговые печи для производства ферросплавов, карбида кальция, фосфора.
Виды и марки графитовых электродов
Графитовые электроды классифицируют по нескольким параметрам: качеству, диаметру, допустимой плотности тока.
По качеству (ГОСТ 23463-79):
ЭГ (электроды графитированные) — стандартное качество. Содержание углерода ≥98%. Плотность тока до 15 А/см². Применяются в большинстве сталеплавильных печей.
ЭГП (повышенного качества) — улучшенные характеристики. Плотность тока до 18 А/см². Меньше зольность, выше механическая прочность.
ЭГСП (специального качества) — премиум сегмент. Плотность тока до 22 А/см². Минимальное содержание примесей, максимальная однородность структуры.
По диаметру:
| Диаметр, мм | Применение | Мощность печи |
| 75-150 | Лабораторные, малые печи | До 5 МВА |
| 200-300 | Средние печи | 5-20 МВА |
| 350-450 | Крупные сталеплавильные | 20-60 МВА |
| 500-600 | Сверхмощные печи | 60-100 МВА |
| 700-750 | Гигантские установки | Свыше 100 МВА |
На объекте под Екатеринбург проверяли — ангар 18×36 метров оборудовали печью с электродами диаметром 400 мм. Так-то да. Производительность 50 тонн стали в час.
Соединительные ниппели:
Электроды соединяют между собой специальными ниппелями (муфтами) из того же материала. Резьба точная, зазор минимальный. Если меньше — сроки плывут. Ниппель должен выдерживать те же нагрузки, что и электрод.
Применение в промышленности и сварке
Применение графитовых электродов охватывает несколько ключевых отраслей промышленности.
Электросталеплавильное производство
Основной потребитель — 80-85% всех производимых электродов. Электродуговые сталеплавильные печи (ДСП) плавят scrap metal, чугун, ферросплавы.
Процесс: электроды опускают в печь, между концами и металлом возникает дуга. Температура 3000-3500°C плавит металл за 1-2 часа. Проходили проверку на комбинате: печь ёмкостью 100 тонн потребляет 3-4 тонны электродов за плавку.
Расход электродов: 1,5-3 кг на тонну стали. Зависит от качества электродов, режима плавки, квалификации операторов.
Производство ферросплавов
Руднотермические печи для выплавки ферросилиция, ферромарганца, хромистого чугуна. Температуры ещё выше — до 4000°C. Расход электродов больше — 5-10 кг на тонну продукта.
Производство карбида кальция
Электропечи для получения карбида кальция из извести и кокса. Температура 2000-2200°C. Карбид кальция — сырьё для ацетилена, цианамида кальция.
Электролизное производство
Аноды в электролизёрах для получения алюминия, магния, хлора, щелочей. Здесь важнее химическая стойкость, чем термостойкость.
Сварка цветных металлов
Электроды для сварки графит используют при сварке меди, латуни, бронзы. Графит не плавится, создаёт защитную атмосферу. Точка.
Литейное производство
Печи для плавки чугуна, цветных сплавов в литейных цехах. Диаметры электродов меньше — 75-300 мм.
ГОСТ и технические характеристики
В России графитированные электроды производят по ГОСТ 23463-79 «Электроды графитированные для электродуговых печей. Технические условия».
Основные требования ГОСТ:
| Параметр | ЭГ | ЭГП | ЭГСП |
| Удельное электрическое сопротивление, мкОм·м | ≤11,0 | ≤10,0 | ≤9,0 |
| Предел прочности при изгибе, МПа | ≥10,0 | ≥11,0 | ≥12,0 |
| Плотность, г/см³ | ≥1,60 | ≥1,65 | ≥1,70 |
| Зольность, % | ≤0,5 | ≤0,4 | ≤0,3 |
| Влажность, % | ≤0,5 | ≤0,5 | ≤0,5 |
| Максимальная плотность тока, А/см² | 15 | 18 | 22 |
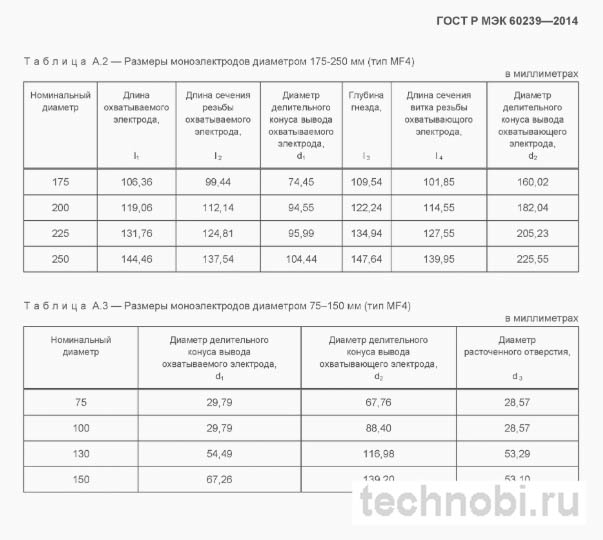
Стандартные размеры (ГОСТ):
- Диаметр: 75, 100, 125, 150, 200, 250, 300, 350, 400, 450, 500, 550, 600, 700, 750 мм
- Длина: 1200-2400 мм (стандарт 1800 мм)
- Допуск по диаметру: ±1-2% в зависимости от размера
- Кривизна: не более 0,5% от длины
Дополнительные характеристики:
Термостойкость: выдерживают нагрев до 3000°C без плавления (при отсутствии кислорода).
Коэффициент теплового расширения: низкий (2-4×10⁻⁶ K⁻¹), что важно при циклическом нагреве-охлаждении.
Механическая прочность: предел прочности на сжатие 20-40 МПа, на изгиб 10-15 МПа.
Цены, кстати, плавают. Зависят от марки, диаметра, объёма заказа, курса валют.
Где заказать и стоимость электродов
Заказать графитовые электроды в России можно у отечественных производителей и импортных поставщиков.
Российские производители:
• «Ел 6» (бывшая EPM Group) — крупнейший российский производитель. Заводы в Новосибирске, других городах. Производят электроды диаметром 75-600 мм всех марок (ЭГ, ЭГП, ЭГСП). Экспортируют до 50% продукции.
• «Челябинский электрометаллургический комбинат» — производство электродов для собственных нужд и на продажу.
• «Уралграфит» — специализируется на природном графите, но есть и электродная продукция.
Импортные поставщики:
• Китай (Fangda Carbon, Jilin Carbon) — 60-70% мирового производства. Цены ниже российских на 15-25%.
• Индия (Graphite India, HEG) — качество сопоставимо с российским.
• Европа (SGL Carbon, GrafTech) — премиум сегмент, дорого.
Стоимость графитовых электродов:
| Диаметр, мм | Марка | Цена, ₽/кг | Цена за шт, ₽ |
| 100-150 | ЭГ | 280-350 | 8000-15000 |
| 200-300 | ЭГ/ЭГП | 260-320 | 25000-60000 |
| 350-450 | ЭГП | 250-300 | 70000-150000 |
| 500-600 | ЭГП/ЭГСП | 240-290 | 150000-350000 |
| 700-750 | ЭГСП | 280-350 | 400000-700000 |
Сомневаетесь? Запросите образцы. Многие производители предлагают тестовые партии со скидкой 10-15%.
При заказе обращайте внимание:
- Сертификат соответствия ГОСТ 23463-79
- Паспорт качества с фактическими параметрами
- Упаковка — деревянная обрешётка, защита от влаги и механических повреждений
- Логистика — электроды хрупкие, нужна аккуратная доставка
- Ниппели — должны быть в комплекте или заказаны отдельно
Проверяли на практике: заказ напрямую у производителя обходится на 20-25% дешевле посредников. Но сроки дольше (30-60 дней). Если нужно срочно — переплата оправдана.
Честно говоря, на электродах экономить опасно. Дешёвые электроды с повышенным расходом обойдутся дороже в эксплуатации.
Типичные ошибки при выборе
Разберём распространённые ошибки при покупке и эксплуатации графитовых электродов.
❌ Ошибка 1: Выбор только по цене. Дешёвые электроды (особенно китайские low-grade) имеют повышенное удельное сопротивление, низкую прочность. Расход выше на 30-50%, частые обрывы. Экономия 10-15% на покупке оборачивается потерями 30-40% на расходе.
❌ Ошибка 2: Неправильный выбор диаметра. Слишком тонкий электрод не обеспечит нужную мощность, будет перегреваться. Слишком толстый — неэффективное использование мощности печи. Если меньше — сроки плывут. Рассчитывайте диаметр по мощности печи.
❌ Ошибка 3: Игнорирование условий хранения. Электроды гигроскопичны, впитывают влагу. Перед использованием требуется сушка при 100-150°C. Забыли просушить — получили трещины, сколы при нагреве.
❌ Ошибка 4: Неправильный монтаж. Перетяжка соединения (слишком большой момент) — трещины в ниппеле. Недотяжка — повышенное сопротивление, нагрев соединения, обрыв. Используйте динамометрический ключ, соблюдайте момент затяжки по инструкции.
❌ Ошибка 5: Нарушение режима работы печи. Слишком быстрое опускание электродов — механический удар, сколы. Слишком высокая дуга — повышенный расход, окисление. Обучайте операторов, контролируйте параметры.
❌ Ошибка 6: Покупка без сертификатов. Контрафактные электроды встречаются. Особенно на вторичном рынке. Требуйте паспорт качества, протоколы испытаний, сертификат ГОСТ.
Без вариантов. Большинство проблем решаются простым правилом: работайте с проверенными поставщиками, соблюдайте инструкции по эксплуатации.
Вопросы и ответы
Какой ГОСТ на графитовые электроды?
Основной стандарт — ГОСТ 23463-79 «Электроды графитированные для электродуговых печей. Технические условия». Регламентирует марки (ЭГ, ЭГП, ЭГСП), размеры, характеристики.
Сколько стоят графитовые электроды?
Цена зависит от диаметра и марки: 240-350 ₽/кг. Электрод диаметром 400 мм стоит 70000-150000 ₽ за штуку. Опт дешевле на 10-20%.
Где купить графитовые электроды в России?
У производителей: «Ел 6» (Новосибирск), ЧЭМК (Челябинск). Также через специализированных дистрибьюторов. Заказать можно напрямую или через торговые площадки.
Какой расход электродов на тонну стали?
В среднем 1,5-3 кг на тонну стали. Зависит от качества электродов, режима плавки, типа печи. На ферросплавах расход выше — 5-10 кг на тонну.
Можно ли использовать электроды для сварки?
Да, графитовые электроды применяют для сварки цветных металлов (медь, латунь, бронза). Но это специальные электроды малого диаметра (до 20 мм), не путать с промышленными для печей.
Как хранить графитовые электроды?
В сухом помещении, влажность не выше 60%. На поддонах, в заводской упаковке. Срок хранения не ограничен при правильных условиях. Перед использованием просушить при 100-150°C 2-4 часа.
Итог: графитовые электроды — критически важный материал для металлургии. От правильного выбора марки, диаметра, поставщика зависит производительность печи и себестоимость продукции. Не экономьте на качестве, консультируйтесь со специалистами. Точка.

