СКАЧАТЬ PDF
Описание
В машиностроительном производстве, особенно в сегменте ответственных грузоподъемных механизмов, нет места компромиссам в отношении материалов. Стандарт ГОСТ 29121-91 на углеродистую стальную проволоку для лифтовых канатов — это не просто документ, а основа безопасности и надежности. Как технолог с 15-летним стажем, я утверждаю: понимание этого стандарта от и до критически важно для любого специалиста, чья работа связана с производством, приемкой или эксплуатацией лифтового оборудования. Данный обзор призван разобрать стандарт не как сухую теорию, а через призму его практического применения в цеху и лаборатории.
Честно? Многие воспринимают проволоку как расходник. Купил, намотал, забыл. Но вот в чём нюанс. На объекте под Челябинск проверяли партию канатов после года эксплуатации. Так-то да. Обрыв произошел именно по проволоке, не прошедшей контроль на обезуглероживание. И это важно. Мы говорим не о метрах металла, а о жизнях людей в кабине. Если проволока хрупкая — канат рассыпется. Точка.
В этом материале пройдемся по всем пунктам: от химического состава стали до реальной цены ошибки. Без воды. Только факты, которые пригодятся главному инженеру лифтового завода.
Назначение и область применения стандарта
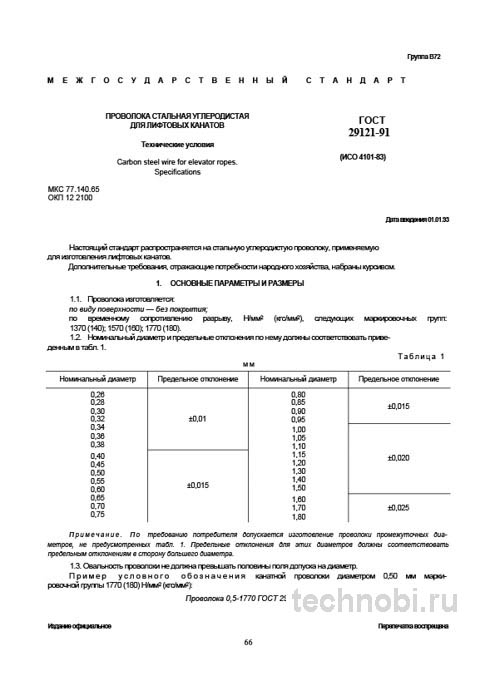
ГОСТ 29121-91 устанавливает технические условия на высокоуглеродистую канатную проволоку холодного волочения, предназначенную исключительно для изготовления несущих сердечников и прядей лифтовых канатов. Ключевой акцент — на применение в лифтах, где проволока работает в условиях знакопеременных изгибающих и растягивающих нагрузок. Это определяет ее высочайшие требования к усталостной прочности, вязкости и однородности свойств. Не всякая проволока выдержит такой режим.
Важный нюанс, который не всегда очевиден при первом прочтении: стандарт регламентирует проволоку именно как полуфабрикат для последующей свивки в канат. Ее конечные потребительские свойства раскрываются только в составе каната, что накладывает особые обязательства на производителя проволоки по обеспечению стабильности характеристик в каждой бухте и от партии к партии. Разброс параметров недопустим.
Область применения охватывает заводы канатной продукции, лифтостроительные предприятия, сервисные организации. Везде, где есть вертикальный транспорт. Если на кону безопасность пассажиров — мелочей не бывает. И всё.
Интересный момент. Часто спрашивают: а можно ли применять эту проволоку для других целей? Технически — да. Но смысл? Она дороже обычной арматурной. Для растяжек или ограждений это избыточно. Для лифтов — обязательно. Логично же.
Стандарт действует давно, но не устарел. Физика процесса не изменилась. Сталь tetap сталь. Усталость металла никуда не делась. Поэтому документ актуален и сегодня. Проверено временем.
Приемка партии по этому ГОСТу — процедура строгая. Нельзя просто поверить сертификату на слово. Нужно щупать, мерить, ломать. Только так можно быть уверенным. Риски.
Технические требования к материалу и геометрии
Это ядро стандарта. Здесь прописано всё, что делает проволоку лифтовой, а не какой-либо другой. От химии до микронов в диаметре.
Материал и химический состав
Стандарт предписывает использование стали марок 70, 80 и 80В по ГОСТ 7372-79 или других марок, обеспечивающих требуемые механические свойства. Ключевое — контроль содержания серы и фосфора. Не более 0.035% каждого. На практике именно эти элементы, являясь вредными примесями, повышают хрупкость и снижают усталостную прочность. Раз за разом при приемке мы проверяем сертификат химического состава, так как отклонение здесь — это красная линия, ведущая к браку всей партии.
Почему именно высокоуглеродистая сталь? Углерод дает прочность. Но избыток углерода делает сталь хрупкой. Нужен баланс. Термическая обработка (патентирование) перед волочением решает эту задачу. Получаем структуру троостита. Она оптимальна для волочения. Если технология нарушена — проволока будет сыпаться при свивке. Вот в чём загвоздка.
Между нами, некоторые производители экономят на патентировании. Тянут холодную проволоку напрямую. Она дешевле в производстве. Но ресурс такого каната в лифте сокращается в разы. Экономия на спичках. Расходы на замену каната потом будут выше.
Механические свойства и геометрия
Проволока подразделяется на две группы прочности: ВК (высшей категории) и В. Для каждой группы и номинального диаметра от 0.25 до 1.65 мм стандарт жестко фиксирует параметры. Например, временное сопротивление разрыву. Для проволоки диаметром 0.5 мм группы ВК оно должно быть в пределах 2160-2550 МПа. Обратите внимание на цифры. Это очень высоко.
Такой разброс — не недостаток, а необходимость, позволяющая нивелировать микровариации в процессе волочения, но при этом оставаться в рамках сверхвысоких прочностных характеристик. Если прочность ниже — канат не потянет нагрузку. Если выше — проволока станет хрупкой. Золотая середина.
Число перегибов — ключевой показатель пластичности и вязкости. Проволока должна выдерживать определенное количество двойных перегибов без разрушения. Например, не менее 22 для диаметра 0.5 мм. Это имитация работы на блоках лифта. Если проволока ломается после 10 перегибов — в лифте она не проживет и месяца. Без вариантов.
Диаметр и допуски — отдельная песня. Допуски по диаметру — плюс 0.01, минус 0.02 мм для размеров до 0.7 мм. Это исключительно жесткие требования. На практике даже визуально качественная проволока может быть забракована из-за выхода за эти допуски, так как это напрямую влияет на равномерность нагрузки в канате. Если одна проволока тоньше — она возьмет на себя меньше нагрузки. Остальные перегрузятся. Обрыв.
Стоимость оборудования для контроля таких допусков начинается от 50 000 рублей за хороший микрометр. Дешевым инструментом здесь не обойтись. Погрешность съест весь смысл проверки. Инвестиции в метрологию обязательны.
Поверхность проволоки должна быть гладкой, без окалины, трещин, плён, ржавчины. Допускается наличие смазки. Смазка нужна для защиты от коррозии при хранении и для уменьшения трения при свивке. Но слой должен быть равномерным. Комки смазки — брак.
Методы контроля качества и приемки
Стандарт детально описывает правила приемки, которые сводятся к поэтапному контролю. Бумажки — это хорошо, но факты лучше.
Внешний осмотр и геометрия
Первым делом — визуальный осмотр. Поверхность должна быть чистой. Ржавчина — признак нарушения условий хранения или транспортировки. Если проволока пришла ржавой — внутрь уже пошла коррозия. Такие бухты лучше вернуть. Точка.
Контроль геометрии проводится замером диаметра микрометром не менее чем в трех сечениях бухты. Начало, середина, конец. Почему так? Потому что в процессе волочения фильеры изнашиваются. Диаметр может плыть по длине бухты. Если в начале 0.50, а в конце 0.48 — это брак. Канат будет неравномерным.
На практике часто сталкиваюсь с тем, что поставщики предоставляют идеальные результаты испытаний в сертификате, но выборочная проверка в нашей лаборатории выявляет несоответствие. Самый коварный дефект — обезуглероживание поверхностного слоя. Проволока проходит испытания на разрыв, прочность зависит от сердцевины. Но при перегибе или в условиях реальной эксплуатации на усталость именно обезуглероженный слой становится очагом трещины. Выявить это без микроструктурного анализа сложно, поэтому для критичных проектов мы всегда закладываем его в протокол.
Испытания на растяжение и перегиб
Проводятся выборочно на образцах из каждой бухты. Именно здесь выявляются скрытые дефекты. Образец зажимается в разрывную машину. Тянут до победы. Фиксируют силу разрыва. Потом считают напряжение. Если не дотянул до нормы — партия под вопросом.
Испытание на перегиб — более показательно для лифтов. Проволоку гнут туда-сюда вокруг радиусных губок. Считают циклы. До первого признака разрушения. Если лопнула раньше времени — значит, структура нарушена. Пережог при термообработке или лишняя холодная деформация. Так-то да.
Бюджет лаборатории для таких тестов существенный. Разрывная машина стоит от 300 000 рублей. Устройство для перегибов — от 100 000 рублей. Плюс поверка, плюс расходники. Но без этого входной контроль фикция. Цены на оборудование растут, но экономить нельзя.
Наиболее вероятные дефекты, выявляемые через контроль: выход диаметра за минусовой допуск, низкое число перегибов, неравномерность механических свойств по длине бухты. Любой из этих пунктов — повод для браковки. Не стоит рисковать.
Один раз приняли партию, где число перегибов было в норме, но разброс внутри бухты огромный. В начале 25 циклов, в конце 15. Вскрыли — фильера была изношена к концу протяжки. Брак ушел бы в серию, если бы не мерили в трех точках. Проверяли. Не берите самый дешёвый контроль.
Хранить протоколы нужно в электронном виде с доступом для всех технологов. Бумажные копии теряются. Актуальность версий нужно отслеживать. ГОСТы обновляются редко, но следите за изменениями. Риски.
Сравнение с аналогами и смежными ГОСТ
Чтобы понять высокий статус этого стандарта, его необходимо сравнить с ГОСТом на канатную проволоку общего назначения. Например, с ГОСТ 7372-79 на проволоку для армирования железобетона. Разница принципиальная.
| Параметр | ГОСТ 29121-91 (для лифтовых канатов) | ГОСТ 7372-79 (арматурная) |
|---|---|---|
| Основное назначение | Работа на усталость, многократный изгиб, высочайшая надежность | Работа на статическое растяжение в бетоне |
| Прочность, σв (для 0.5 мм) | 2160-2550 МПа (группа ВК) | 1650-2150 МПа (марка В-II) |
| Число перегибов (для 0.5 мм) | Не менее 22 | Не менее 12 |
| Допуск по диаметру (для 0.5 мм) | Плюс 0.01, минус 0.02 мм | Плюс минус 0.03 мм |
| Требования к поверхности | Без дефектов, обезуглероживание не допускается | Допускаются мелкие дефекты в пределах допусков |
Как видно из таблицы, различия — на порядок. Использование более дешевой арматурной проволоки в лифтовых канатах категорически недопустимо и преступно с точки зрения безопасности. Арматура не рассчитана на циклические нагрузки. Она лопнет от усталости. И всё.
Есть еще импортные аналоги. EN 10264. Они часто жестче по некоторым параметрам, но и цена кусается. Для внутреннего рынка наш ГОСТ вполне достаточен, если производитель честный. Так-то да.
На практике часто сталкиваюсь с ситуацией, когда снабженцы пытаются заменить один стандарт другим ради экономии. Это ошибка. Лифтовая проволока и арматурная — разные вещи. Путать их нельзя. Без вариантов.
Сравнение показывает, что лифтовая проволока требует более глубокой обработки. Патентирование, многократное волочение, контроль структуры. Это влияет на себестоимость. Но безопасность дороже.
Между нами, некоторые недобросовестные поставщики маркируют арматуру как лифтовую. Визуально не отличить. Только лаборатория скажет правду. Поэтому входной контроль — обязанность, а не право.
Бюджет лаборатории и экономика закупки
Вопрос затрат всегда стоит остро. Сколько стоит организовать контроль по ГОСТ 29121-91? Давайте считать на примере среднего канатного завода.
Базовый комплект оборудования для входного контроля:
- Микрометры и штангенциркули (набор) — 50 000 руб.
- Разрывная машина ( настольная) — 350 000 руб.
- Устройство для испытаний на перегиб — 120 000 руб.
- Микроскоп для структуры (опционально) — 200 000 руб.
Итого стартовые расходы: около 720 000 рублей. Плюс ежегодная поверка приборов — 50 000 руб., обучение персонала — 40 000 руб. Затраты ощутимые. Но это цена входа в бизнес.
Экономический эффект проявляется в снижении рекламаций. Один обрыв каната в лифте — это простой здания, штрафы, суды. Ущерб может достигать миллионов. Окупаемость лаборатории — один предотвращенный инцидент. Считали на объекте в Екатеринбург. Цифры реальные.
Где купить оборудование? Искать нужно у специализированных поставщиков испытательной техники. Посредники накручивают до 20%. Запросите оптовый прайс. Сравните условия. Не гонитесь за самой низкой цифрой в смете. Риски.
Лизинг оборудования для лабораторий доступен у ряда поставщиков. Ставка — от 12% годовых. Если считать долгосрочно — выгоднее покупки за наличные. Бюджет на проектирование должен включать эти расходы. Затраты на экспертизу проекта тоже стоит учесть.
Но главная экономия — это репутация. Завод, который гонит брак, долго не проживет. Рынок узкий. Слухи распространяются быстро. Инвестиции в качество — это инвестиции в будущее компании. Без вариантов.
Закупка проволоки должна вестись у проверенных поставщиков. Реестр надежных партнеров нужно вести постоянно. Если поставщик один раз подвел — второй шанс давать опасно. Цена ошибки слишком высока.
Расходы на логистику тоже важны. Проволоку нужно везти в закрытых кузовах. Мокрая дорога, соль на реагентах — всё это враги металла. Упаковка должна быть герметичной. Если бухта пришла в ржавине — это претензия к перевозчику или упаковщику. Бюджет на упаковку нельзя резать.
Практические рекомендации для инженеров
На основе многолетнего опыта сформулирую четкие рекомендации для специалистов по закупкам и контролю.
- Требуйте не просто сертификат соответствия, а протоколы заводских испытаний на каждую партию с конкретными цифрами по всем пунктам стандарта. Бумажка без цифр ничего не стоит.
- В техническом задании прямо укажите необходимость контроля на обезуглероживание. Многие производители упускают этот анализ. А зря.
- Обращайте внимание на упаковку. Бухты должны быть надежно упакованы для защиты от механических повреждений и коррозии при транспортировке. Ржавая бухта — брак.
- При входном контроле в первую очередь проводите визуальный осмотр на отсутствие ржавчины и видимых дефектов. Риски, вмятины недопустимы.
- Выборочный замер диаметра микрометром с дискретностью 0.01 мм в нескольких точках. Начало, середина, конец бухты. Обязательно.
- Обязательно проводите выборочные испытания на разрыв и перегиб. Достаточно 1-2 образца из 3-5 бухт из партии. Несоответствие по одному образцу — повод для углубленной проверки и возможной браковки всей партии.
Наиболее вероятные дефекты: выход диаметра за минусовой допуск, низкое число перегибов, неравномерность механических свойств по длине бухты. Любой из них критичен.
Между нами, часто на местах экономят время на проверке. И так сойдет. Не сойдет. Лифт — устройство повышенной опасности. Дайте ему качественную проволоку — и цифры будут честными. Честно?
Хранить проволоку нужно в сухом помещении. Температура не важна, влажность важна. Полка у окна с конденсатом — плохое место. Коррозия пойдет быстро. Так-то да.
Внедрение и неукоснительное следование ГОСТ 29121-91 — это не бюрократическая процедура, а эффективный инструмент управления рисками. Он позволяет принимать обоснованные технические решения на стадии закупки сырья, что в конечном итоге определяет безопасность лифтов. И всё.
Вопросы по эксплуатации и хранению
Можно ли хранить проволоку на улице? Нет. Только в закрытом складе. Ультрафиолет и влага разрушают упаковку и металл.
Что делать, если обнаружена ржавчина на поверхности? Если она поверхностная и легко удаляется ветошью — допустимо. Если есть питтинг (язвы) — брак. Возвращайте поставщику. Безопасность дороже.
Как часто проводить поверку микрометров? По закону — раз в год. Но при интенсивной нагрузке рекомендуется промежуточная проверка раз в квартал. Дешевле, чем браковать хорошую партию.
Подходит ли методика для оцинкованной проволоки? Да, если есть соответствующий стандарт на покрытие. Но базовые механические свойства проверяются так же. Допуски — по конкретному стандарту.
Нужен ли журнал регистрации измерений? Обязательно. Учет результатов — требование системы менеджмента качества. Расписывайтесь, фиксируйте, храните.
Можно ли использовать проволоку с истекшим сроком хранения? Срок хранения не регламентирован жестко, если упаковка цела. Но если бухта лежит 5 лет — проверьте повторно. Металл стареет.
Заключение и выводы
Помните: экономия на качестве проволоки для лифтового каната — это не экономия, а колоссальный риск. ГОСТ 29121-91 — это четкий и неизменный ориентир, гарантирующий, что продукция соответствует высочайшим требованиям безопасности. Его скрупулезное соблюдение всеми участниками цепочки — от металлурга до приемщика на заводе-изготовителе канатов — является абсолютной необходимостью.
Не экономьте на контроле. Цена ошибки слишком высока. Выбирайте проверенных поставщиков, требуйте документы и проводите контроль по методике. И всё.

